English
English Espaol
Espaol Franais
Franais 阿拉伯
阿拉伯 中文
中文 Deutsch
Deutsch Italiano
Italiano Português
Português 日本
日本 韓國
韓國 български
български hrvatski
hrvatski esky
esky Dansk
Dansk Nederlands
Nederlands suomi
suomi Ελληνικ
Ελληνικ 印度
印度 norsk
norsk Polski
Polski Roman
Roman русский
русский Svenska
Svenska康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法供應商,康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法技術價格規(guī)格咨詢服務,康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法零配件供應,康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法售后服務中心,康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法,康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法詳細的技術參數(shù),

首頁
產(chǎn)品展示>康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法
產(chǎn)品中心

康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法
詳細描述

康明斯QSK78發(fā)動機靜態(tài)噴油正時調(diào)整方法
目錄
|
概述 | ||
|
|
| |
|
準備步驟 | ||
|
|
| |
|
設置 | ||
|
|
| |
|
量度 | ||
|
|
| |
|
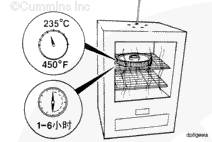
最后步驟 | ||
|
|
| |
|
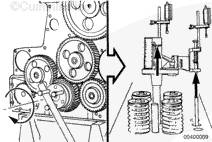
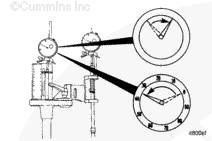
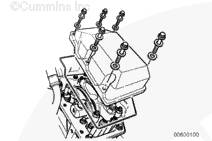
概述 |
TOC | ||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||


|
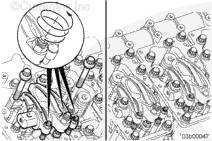
準備步驟 |
TOC | ||||||||||||||||||
| |||||||||||||||||||
|
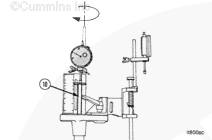
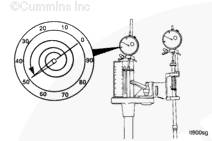
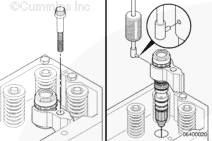
設置 |
TOC | ||||||||||||||||||
| |||||||||||||||||||

|
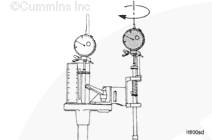
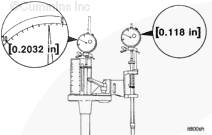
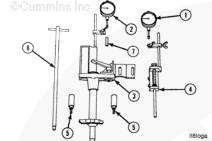
量度 |
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
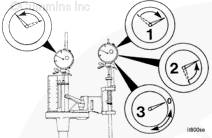
|
|
TOC | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||